5В12 Станок зубодолбежный вертикальный полуавтомат схемы, описание, характеристики
Сведения о производителе вертикального зубофрезерного полуавтомата 5В12
Производитель вертикального зубодолбежного полуавтомата 5В12 Корсунь-Шевченковский станкостроительный завод им. Богдана Хмельницкого.
Продукция Корсунь-Шевченковского станкостроительного завода
5В12 Станок вертикальный зубодолбежный универсальный полуавтомат. Назначение и область применения
Станок зубодолбежный 5В12 был заменен на более совершенную модель 5122.
Универсальный зубодолбежный станок полуавтомат 5В12 предназначен для высокопроизводительного нарезания прямых и косых зубьев цилиндрических зубчатых колес с наружным и внутренним зацеплением. Ввиду малого перебега долбяка станок приспособлен для нарезания блоков зубчатых колес. Нарезание зубьев осуществляется круговыми модульными долбяками методом обкатки инструмента и изделия.
Простота наладки полуавтомата дает возможность использовать его в условиях единичного и серийного производства.
Особенности конструкции станка 5В12
Станок 5В12 является более совершенной моделью чем станки 512 и 5А12.
Особенностью модели 5В12 является отсутствие в кинематических цепях станка конических зубчатых колес и вертикальных валов. Это обстоятельство позволяет производить переналадку станка на обработку длинных зубчатых колес или колес-валиков путем установки прокладки между верхней и нижней станинами. К станку придается гидравлическое приспособление для зажима изделия.
В отличие от станка 5А12 откат суппорта производится не грузом, а пружиной.
Основные технические данные зубофрезерного станка 5в12:
Изготовитель — Корсунь-Шевченковский станкостроительный завод им. Богдана Хмельницкого.
Основные технические данные по ГОСТ 659-89 Станки зубофрезерные вертикальные для цилиндрических колес. Основные параметры и размеры. Нормы точности.
- Наибольший наружный диаметр нарезаемых колес — Ø 200 мм
- Наибольшая ширина нарезаемого колеса — 50 мм
- Наибольший модуль нарезаемого колеса — 4 мм
- Число двойных ходов долбяка в минуту — 200..600
- Мощность привода — 1,7 кВт
- Вес станка полный — 1,9 т
- Класс точности полуавтомата — Н
- Шероховатость обработанной поверхности при чистовом проходе — V6
При установке в суппорте специальных винтовых направляющих, изготовляемых по техническому заданию заказчика, на полуавтомате можно обрабатывать зубчатые колеса со спиральным зубом.
Станок автоматизирован в пределах одного рабочего цикла. При переналадке можно вести обработку в один, два и три прохода.
Жесткая кинематическая цепь, отсутствие вертикальных валов позволяют выпускать на его базе специальные станки: для обработки деталей в центах, деталей с коническим (поднутренным) зубом, повышенным рабочим пространством, гидравлическим перемещением суппорта. Полуавтомат может комплектоваться гидравлическим зажимным патроном и приспособлением для нарезания зубьев реек. При наличии специального инструмента возможна обработка фасонных профилей.
Удаление стружки из рабочего пространства производится в стружкосборник.
Станок работает по методу обкатки, где в процессе нарезания зубьев воспроизводятся движения пары цилиндрических зубчатых колес. Работу одного колеса выполняет зуборезный долбяк, а второго — заготовка.
Долбяк, установленный на конце шпинделя, совершает возвратно-поступательное движение (вверх и вниз). При движении вниз долбяк совершает рабочий ход — осуществляет процесс резания, а при движении вверх совершает холостой ход. Для предохранения от порчи и притупления кромок на зубьях долбяка стол с заготовкой отводится от долбяка на небольшую величину во время обратного хода, а к моменту начала рабочего хода стол устанавливается в исходное положение. Заготовка находится на оправке стола.
До начала обработки долбяк подводится вплотную к наружной поверхности заготовки. Затем включается радиальная подача шпиндельной головки для врезания долбяка в заготовку. По окончании радиальной подачи нарезание зубьев происходит на полный профиль за 1 оборот заготовки.
Верхняя часть станины станка имеет направляющие, по которым перемещается шпиндельная головка для радиальной подачи и для установочного движения. Внутри головки проходит вертикальный шпиндель с долбяком, который получает возвратно-поступательное движение в вертикальном направлении и вращательное движение. В нижней части станины размещены электродвигатель и механизмы для привода стола, электродвигатель и гидравлический привод для зажима заготовки и электронасос охлаждения.
Габаритные размеры рабочего пространства зубодолбежного полуавтомата 5В12
Габаритные размеры рабочего пространства станка 5в12
Общий вид и общее устройство станка 5В12
Фото зубодолбежного станка 5в12
Фото зубодолбежного станка 5в12
Фото зубодолбежного станка 5в12
Расположение органов управления зубодолбежным полуавтоматом 5В12
Расположение органов управления зубодолбежным полуавтоматом 5в12
Расположение органов управления зубодолбежным полуавтоматом 5В12. Смотреть в увеличенном масштабе
Спецификация составных частей и органов управления зубодолбежного полуавтомата 5В12
- нижняя станина;
- средняя станина;
- квадрат для вращения кривошипно-шатунного механизма вручную;
- квадрат изменения длины шатуна;
- винт регулировки зазора в зацеплении сектора с ползуном;
- квадрат для быстрого перемещения суппорта;
- квадрат для вращения кулака врезания от руки;
- рукоятка реверсирования;
- пуск и остановка гидравлической системы;
- пуск и остановка станка;
- кнопка «Толчок»;
- включение местного освещения;
- кран для охлаждающей жидкости;
- квадрат для вращения долбяка вручную;
- квадрат закрепления установленного положения суппорта;
- гайки крепления суппорта;
- верхняя станина;
- квадрат для вращения стола вручную;
- реверсирование золотника;
- квадрат валика для точной установки суппорта;
- винты крепления шатуна;
- фиксация эксцентриситета;
- квадрат для установки длины хода ползуна (эксцентриситета).
Конструкция зубодолбежного полуавтомата 5В12
Станок имеет вертикальную компоновку и крепится на нижней станине, представляющей собой жесткую тумбу, в которой смонтированы: электродвигатель главного движения АОЛ42-6 мощностью 1,7 кВт и числом оборотов в минуту 950, электродвигатель АОЛ31-4 мощностью 0.6 кВт и числом оборотов в минуту 1410, насос гидросистемы, пластинчатый фильтр, напорный золотник, Г54-13, реверсивный золотник с ручным управлением Г74-12, клапан предохранительный (разгрузочный) А85-13 и реле давления Г62-21.
Кроме того в отдельной нише нижней станины, которая изолирована от попадания пыли, грязи, а также масла и охлаждающей жидкости смонтировано электрооборудование, а на. отдельной плите — электронасос охлаждения ПA-22, производительностью 22 л в минуту.
В нижней станине предусмотрены резервуары для масла и охлаждающей жидкости гидросистемы.
Средняя станина крепится к нижней станине болтами. В средней станине смонтированы: стол, механизмы реверсирования, качания и регулирования величины отвода стола при холостом ходе режущего инструмента.
Стол устанавливается на скалках; и нем смонтированы шпиндель, червячное колесо и червяк.
Верхняя станина крепится к средней станине. В верхней станине смонтированы: главный вал кривошипно-шатунного механизма, механизмы радиальных и круговых подач, механизм реверсирования суппорта, механизм деления, механизм ручного поворота кулаков, механизм отката суппорта, конечный выключатель, кронштейн местного освещения и панель управления станком.
Суппорт смонтирован на направляющих верхней станины. В корпусе суппорта имеется штоссель, червячное колесо и червяк делительной пары суппорта, подвижная и неподвижная направляющие штосселя, механизм перемещения и установки суппорта, коромысло с сектором и масляный насос.
Особенностью станка является короткая кинематическая цепь обкатки, достигнутая благодаря отсутствию вертикальных валов и конических колес. Отсутствие вертикальных валов позволяет легко переналадить станок на обработку удлиненных шестерен-валиков, для чего устанавливают прокладки между верхней и нижней станинами.
Станок позволяет нарезать удлиненные рейки. На станке может быть установлен гидрозажим изделия. Обслуживание станка удобно и не требует много времени на переналадку. Применяются механизмы реверсирования и переключения кулаков.
Все эти особенности резко сокращают время, связанное с переналадкой станка, а использование гидрозажима значительно сокращает потери времени на зажим заготовки.
Нижняя станина станка
Главный электродвигатель крепится на регулируемой плите. Плита имеет винтовое устройство для натяжения ремней. Для переброски ремней с одних ручьев шкива на другие применено эксцентриковое устройство с фиксатором.
Средняя станина станка
Механизм качания стола в средней станине имеет укороченную кинематическую цепь и весьма жесткую рычажную систему, что обеспечивает долговечность работы этого механизма и четкость отвода стола при холостом ходе инструмента..
В отличие от других станков данного типоразмера в станке 5В12 пружина, отводящая стол, поставлена в конечном звене. Это обеспечивает выборку люфтов в соединениях звеньев механизма качания, устраняет ударную нагрузку и вибрации и тем самым способствует долговечности работы станка.
Стол имеет жесткое крепление червяка делительной пары. Все трущиеся поверхности стола, обильно смазываются маслом, которое поступает от насоса.
Верхняя станина станка
Переналадка станка осуществляется за счет применения прикладки между средней и верхней станинами и установки удлиненного толкателя механизма качания стола.
Верхняя станина имеет механизм реверсирования суппорта. Направление вращения штосселя меняется путем переключения рукоятки.
Часть детален этого механизма унифицирована и взаимозаменяема с деталями механизма реверсирования стола.
На верхней станине монтируется реечное устройство для отката суппорта, которое заменяет груз, установленный на станках данного типоразмера. Оно даст возможность избегать вибрации станка при откате суппорта.
Суппорт
На корпусе суппорта установлен плунжерный насос, который получает движения от эксцентрика. Все механизмы суппорта смазываютгя от насоса.
Схема кинематическая зубодолбежного полуавтомата 5В12
Кинематическая схема зубодолбежного станка 5в12
Схема кинематическая зубодолбежного станка 5В12. Смотреть в увеличенном масштабе
Движения в станке:
- Возвратно-поступательное движение долбяка. Числа двойных ходов долбяка в минуту 200; 315; 425; 600
- Вращательное движение долбяка
- Вращение заготовки (движение обкатки и деления)
- Радиальная подача шпиндельной головки
Наладка зубодолбежного станка полуавтомата 5В12
Наладка станка производится в следующем порядке:
- Установка долбяка
- Выбор оправки и крепления заготовки
- Установка и проверка оправки
- Установка и проверка заготовки
- Установка числа «двойных» ходов долбяка
- Установка длины хода долбяка
- Установка хода долбяка относительно заготовки
- Установка долбяка на глубину врезания
- Настройка гитары деления
- Настройка гитары круговых подач
- Настройка подачи на глубину врезания
- Пуск станка
- Останов станка и снятие обрабатываемого изделия
Кроме того, предусматриваются дополнительные случаи наладки:
- Вторичная установка обрабатываемого изделия
- Нарезание зубчатых колос внутреннего зацепления
- Нарезание зубчатых колес с косым зубом
Схема кинематическая зубодолбежного полуавтомата 5В12
Кинематическая схема зубодолбежного станка 5в12
Схема кинематическая зубодолбежного станка 5В12. Смотреть в увеличенном масштабе
Кулачки подачи долбяка на врезание в зубодолбежном станке 5В12
Кулачки подачи долбяка на врезание в зубодолбежном станке 5в12
Профили кулачков для радиальной подачи показаны на рис. 86.
Однопроходный кулачок (рис. 86, а) предназначается для обработки заготовки за один оборот. На участке ab профиль имеет подъем. При вращении кулачка на этом участке суппорт шпиндельной головки перемещается вправо и происходит врезание. На участке bc, охваченном дугой 90°, профиль очерчен по окружности и шпиндельная головка остается неподвижной. За этот период стол с заготовкой совершает один полный оборот. От точки d цикл повторяется. Такой кулачок называется однопроходным.
Двухпроходный кулачок (рис. 86, б) предназначается для обработки заготовки за два оборота. Участки ab и cd — зоны врезания соответственно для первого и второго прохода.
Трехпроходный кулачок (рис. 86, в) предназначается для обработки заготовки за три оборота. Когда ролик рейки P1 попадает в выемку кулачка, то суппорт под действием пружины и рейки Р2 перекатывается в исходное положение и станок выключается. Участки ab, cd и ef — зоны врезания соответственно первого, второго и третьего прохода.
Схема электрическая принципиальная зубодолбежного станка 5В12
Электрическая схема зубодолбежного станка 5в12
Схема электрическая зубодолбежного станка 5В12. Смотреть в увеличенном масштабе
Описание схемы электрической принципиальной зубодолбежного станка 5В12
Принципиальная электросхема станка приведена на рис. 9. Электропривод станка предусматривает работу всего электрооборудования от сети переменного тока напряжением 380 в. Защита от токов короткого замыкания осуществляется плавкими предохранителями. Защита от перегрузки — тепловым реле.
При нажатии кнопки 2КУ получает питание катушка магнитного пускателя 1К и его нормально открытые контакты подключают электродвигатель гидравлики Г к сети. Одновременно подготовляется цепь питания магнитного пускателя 2К.
При нажатии кнопки ЗКУ включается магнитный пускатель 2К, своими нормально открытыми контактами подключая электродвигатель главного привода С и электронасос Н к сети. Насос может быть отключен посредством пакетного выключателя ВП. По окончании обработки заготовки электродвигатель главного привода отключается автоматически контактами конечного выключателя ВК, который включен последовательно о. катушкой магнитного пускателя 2К. Останов станка осуществляется при помощи кнопки 1КУ. При этом отключается как электродвигатель главного привода, так и электродвигатель гидравлики. Б наладочном режиме электродвигатель главного привода может быть включен нажатием кнопки 5КУ. При отнятии руки от кнопки электродвигатель главного привода останавливается. Б цепь магнитного пускателя 2К введен нормально открытый контакт (Л22-4) реле контроля давления масла в гидросистеме; контакт при срабатывании реле (пониженное давление) размыкается, и электродвигатель главного привода отключается.
Гидравлическая схема зубодолбежного станка 5В12
Гидравлическая схема зубодолбежного станка 5в12
Гидравлическая схема зубодолбежного станка 5В12. Смотреть в увеличенном масштабе
Гидросхема станка обеспечивает зажим заготовок, смазку станка, а также автоматическое выключение станка при падении давления масла в системе.
Гидросистема станка включает в себя следующие нормализованные узлы:
- Насос шестеренчатый Ш-12
- Фильтр пластинчатый Г41-12
- Клапан предохранительный А-85-13
- Золотник напорный Г54-13
- Манометр на 245 · 104 н/м2 (25 кГ/см2)
- Маслораспределитель
- Реверсивный золотник с ручным управлением Г74-12
- Цилиндр зажима заготовки
- Реле давления Г62-21
Заготовка зажимается следующим образом: масло под давлением 127 • 104 Н/м2 (13 кг/см2) нагнетается шестеренчатым насосом 1 из масляного резервуара нижней части станины через пластинчатый фильтр 2 и напорный золотник 4 в реверсивный золотник с ручным управлением 7. При перемещении золотника вправо масло поступает в верхнюю полость цилиндра 8 и перемещает поршень со штоком вниз. Шток поршня, связанный с оправкой особым замком, перемещает оправку вниз, а последняя через съемную шайбу зажимает заготовку зубчатого колеса. При перемещении золотника влево верхняя полость цилиндра соединяется со сливом, и поршень, а вместе с ним и оправка, перемещаются вверх при помощи пружины, и заготовка освобождается.
Установочный чертеж зубодолбежного станка 5В12
Установочный чертеж зубодолбежного станка 5в12
Технические характеристики зубодолбежного станка полуавтомата 5В12
| Наименование параметра | 5В12 | 5122 | 5А122 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр устанавливаемого изделия, мм | 200 | 200 | 250 |
| Наибольшая ширина нарезаемого венца (длина нарезки), мм | 50 | 50 | 50 |
| Наибольший модуль нарезаемого колеса, мм | 4 | 5 | 5, 6 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес внутреннего зацепления, мм | 220 | ||
| Наибольшая ширина нарезаемого венца (длина нарезки) внутреннего зацепления, мм | 30 | ||
| Наибольшее расстояние от оси долбяка (шпинделя, штосселя) до оси стола (планшайбы), мм | 150 | 210 | 260 |
| Расстояние от зеркала стола (планшайбы) до торца шпинделя, мм | 70..140 | 110..200 | 160..250 |
| Расстояние от пола до планшайбы, мм | 900 | 850 | 895 |
| Суппорт. Шпиндель (штоссель) долбяка | |||
| Наибольший ход долбяка (шпинделя), мм | 55 | 60 | 60 |
| Наибольший продольный ход суппорта инструмента (установочный), мм | 250 | 90 | 90 |
| Цена деления шкалы установки глубины долбления зуба, мм | 0,01 | ||
| Наибольший диаметр устанавливаемого долбяка, мм | 75 | 75, 100 | 100 |
| Пределы чисел двойных ходов долбяка в минуту | 200, 315, 425, 600 | 200..850 (8 ступ.) | Круговая подача инструмента, мм/дв.ход | 0,1; 0,12; 0,15; 0,20; 0,24; 0,30; 0,37; 0,46; | 0,16..1,6 (9 ступ.) | 0,03..1,75 | Радиальная подача инструмента, от Sкр | 0,1..0,3 | 0,003..0,286 (24 ступ.) | 0,001..1,17 |
| Диаметр шейки шпинделя (оправки под долбяк), мм | 31,743 | 31,743; 44,443 | 44,443 |
| Конец шпинделя для крепления инструмента | Морзе 3 | Морзе 5 | Морзе 5 |
| Отход инструмента во время холостого хода, мм | — | 0,45 | 0,45 |
| Рабочий стол (планшайба) | |||
| Наибольшее перемещение стола (планшайбы) при внутреннем долблении, мм | -60..210 | -90..260 | |
| Диаметр фланца рабочего стола (планшайбы), мм | 160 | 250 | 320 |
| Диаметр отверстия (цилиндрической выточки) в шпинделе рабочего стола, мм | 65А | 65А | 65 |
| Глубина отверстия (цилиндрической выточки) в шпинделе рабочего стола, мм | 75 | 50 | 10 |
| Цена деления лимба установки межцентрового расстояния, мм | 0,01 | ||
| Скорость быстрого перемещения стола, м/мин | — | 2 | 2 |
| Скорость быстрого наладочного вращения стола, об/мин | 3,0 | ||
| Отход инструмента во время холостого хода, мм | 0,5 | — | — |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 3 | 5 | 6 |
| Электродвигатель главного привода — поступательное движение долбяка, кВт | 2,2 | 2,1/ 3,0 | 4,0/ 4,5 |
| Электродвигатель насоса гидропривода, кВт | 0,8 | 1,1 | 2,2 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,15 | |
| Электродвигатель привода быстрого вращения стола, кВт | — | 0,6 | |
| Электродвигатель транспортера стружки, кВт | — | 0,4 | |
| Электродвигатель магнитного сепаратора, кВт | — | — | 0,12 |
| Суммарная мощность электродвигателей, кВт | 11,32 | ||
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 1320 х 940 х 1820 | 2700 х 1100 х 1945 | |
| Масса станка с электрооборудованием и охлаждением, кг | 1950 | 3700 |
Связанные ссылки. Дополнительная информация
Каталог справочник зубодолбежных станков
Схемы и паспорта к зубодолбежным станкам и оборудованию
С.А. Рябов Изучение и настройка зубодолбежного полуавтомата мод. 5В12
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ
КУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра металлорежущих станков и инструментов
ИЗУЧЕНИЕ И НАСТРОЙКА ЗУБОДОЛБЕЖНОГО ПОЛУАВТОМАТА МОД. 5В12
Методические указания для проведения лабораторных занятий по дисциплине «Оборудование машиностроительного производства» для студентов направления 552900 «Технология, оборудование
и автоматизация машиностроительных производств»
Составители С.А. Рябов В.С. Люкшин
Утверждены на заседании кафедры Протокол № 3 от 23.10.02
Рекомендованы к печати методической комиссией направления 552900 Протокол № 16 от 23.10.02
Электронная копия хранится в библиотеке главного корпуса ГУ КузГТУ
Кемерово 2003
1
1. ЦЕЛЬ РАБОТЫ
Изучить конструкцию и кинематику зубодолбежного станка и научиться проводить его настройку и наладку.
2. ПРИНЦИП РАБОТЫ И ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ЗУБОДОЛБЕЖНЫХ СТАНКОВ
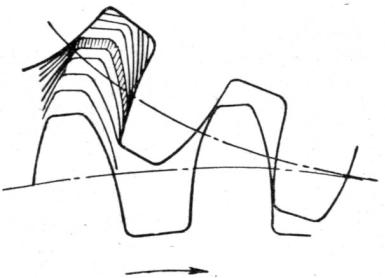
В зубодолбежных станках, работающих по методу механического воспроизведения зацепления пары зубчатых колес, производящим колесом является долбяк – режущее колесо, а сопряженным с ним – нарезаемое зубчатое колесо (рис. 1).
Рис. 1. Схема взаимного перекатывания долбяка и заготовки и форма поперечного сечения стружек, снимаемых долбяком с каждым
новым рабочим ходом
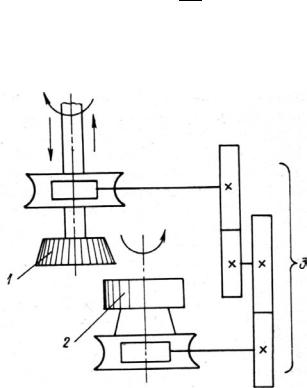
Во время процесса нарезания станок должен сообщить инструменту и заготовке такие частоты вращения, которые имели бы два сцепляющихся колеса с теми же числами зубьев, какие имеют долбяк и нарезаемое колесо. Принципиальная схема работы зубодолбежного станка изображена на рис. 2. Вращение шпинделя с долбяком и стола с нарезаемой заготовкой кинематически связано. Настройка на требуемое соотношение частот вращения долбяка и заготовки осуществляется сменными колесами.
Передаточное отношение сменных колес гитары деления опреде-
2
ляют из условия
x = zz0 ,
где z0 – число зубьев долбяка; z – число зубьев нарезаемого колеса.
Рис. 2. Принципиальная схема зубодолбежного станка (1 – долбяк, 2 – нарезаемое колесо, 3 – сменные колеса)
На зубодолбежных станках можно нарезать цилиндрические колеса прямозубые и косозубые как наружного, так и внутреннего зацепления. Кроме того, на этих станках можно нарезать короткие шлицевые валики, храповые колеса, звездочки для цепных передач, зубчатые муфты, колеса с торцовыми зубьями, а также червяки. При специальном исполнении долбяков можно на зубодолбежных станках изготовлять дисковые кулачки и рейки.
Для некоторых разновидностей зубчатых колес (например, ступенчатые блоки шестерен для коробок скоростей, колеса с внутренними зубьями небольшого диаметра, зубчатые венцы, близко примыкающие к буртику или фланцу, шлицевые отверстия, особенно непроходные) зубодолбление является основным способом изготовления. Нарезание ступенчатых блоков шестерен может производиться и на станках, работающих зуборезной гребенкой. На зубодолбежных станках можно нарезать и неполнозубые колеса для передачи прерывистого вращения между сопряженными колесами, при этом долбяк должен
3
иметь специальную конструкцию. Зубодолбежные станки выгодны при нарезании зубчатых секторов, тогда как на зубофрезерных станках такой вид работы связан с большими потерями на холостой пробег стола при каждом его обороте.
Для обычной ширины зубчатых венцов можно с одной установки нарезать лишь одну-две заготовки, тогда как на зубофрезерных станках может быть установлен пакет из шести-десяти заготовок. В случае нарезания цилиндрических колес с винтовыми зубьями требуется не только специальный долбяк с таким же углом наклона зубьев, но и установка винтовых направляющих у шпинделя станка. При этом заранее устанавливается один или два возможных угла наклона зубьев, так как было бы слишком дорого иметь на складе постоянный набор долбяков с различными углами наклона зубьев и большой комплект винтовых направляющих шпинделя. В то же время на зубофрезерных станках можно нарезать винтовые зубья колес практически с любым углом наклона зубьев. При этом применяется обычная червячная фреза, одинаково пригодная как для нарезания прямозубых колес, так и для нарезания косозубых колес. Нарезание же шевронных колес на специальных зубодолбежных станках имеет преимущества лишь для колес с относительно малой шириной зубчатого венца. На зубодолбежных станках нельзя нарезать червячные колеса. При пользовании специальным приспособлением можно на зубодолбежных станках нарезать и зубчатые рейки.
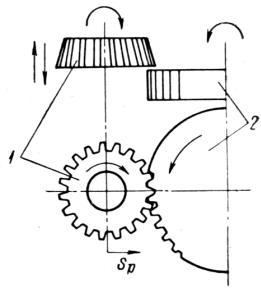
Зуборезный инструмент – долбяк, представляющий собой режущее колесо. Долбяк и заготовка нарезаемого зубчатого колеса получают вращение в таком соотношении, как если бы зацеплялись сопряженные цилиндрические зубчатые колеса. Для резания долбяку одновременно с вращением сообщается возвратно-поступательное движение, параллельное оси заготовки. Вначале суппорт, в который вмонтирован шпиндель с долбяком, медленно перемещается на заготовку в радиальном направлении. Дойдя до заготовки (рис. 3), долбяк 1, вращаясь, постепенно врезается в материал заготовки 2, пока не достигнет полной глубины впадины нарезаемого колеса. В этот момент радиальная подача суппорта прекращается, и он остается неподвижным в течение всего периода нарезания зубчатого венца, осуществляемого при продолжающемся вращательном движении долбяка и заготовки. Если нарезание зубчатого колеса производится за два или три прохода, то после каждого предыдущего прохода суппорт получает дополнитель-
4
ное радиальное смещение, при этом каждый проход рассчитан на полный оборот нарезаемого колеса.
Рис. 3. Схема постепенного врезания долбяка в заготовку (Sр – радиальная подача)
Вращательное движение долбяка и заготовки производится непрерывно как во время рабочих, так и во время холостых ходов долбяка.
Чтобы при холостом ходе долбяк не нанес повреждения нарезаемому колесу, стол с заготовкой отводится от долбяка на зазор около 0,5 мм. К началу рабочего хода долбяка стол вновь возвращается в исходное рабочее положение.
Вращение долбяка и заготовки, обеспечивающее движение обкатки, в то же время представляет собой движение круговой подачи. На рис. 1 показаны контуры стружки, которую срезает долбяк при каждом рабочем ходе, постепенно углубляясь в заготовку в процессе вращательного движения обкатки.
3. ЗУБОДОЛБЕЖНЫЙ ПОЛУАВТОМАТ 5В12
3.1. Техническая характеристика станка
Технологические возможности станка определяются его технической характеристикой (табл. 1).
5
Таблица 1 Основные данные технической характеристики полуавтомата 5В12
Модуль нарезаемых зубьев, мм | 1–4 | |
Наименьший и наибольший диаметры нарезаемых колес наружного зацеп- | 12–208 | |
ления, мм | ||
| ||
Наибольший наружный диаметр нарезаемых колес с внутренними зубьями, | 220 | |
мм | ||
| ||
Наибольшая ширина нарезаемого зубчатого венца с наружными зубьями, | 50 | |
мм | ||
| ||
Наибольшая ширина нарезаемого зубчатого венца с внутренними зубьями, | 30 | |
мм | ||
| ||
Наибольший ход шпинделя с долбяком, мм | 55 | |
Наименьшее и наибольшее расстояние от стола до торца шпинделя, мм | 70–140 | |
Наибольшее продольное перемещение суппорта, мм | 250 | |
Цена деления шкалы установки на глубину впадины нарезаемого колеса, | 0,02 | |
мм | ||
| ||
Наибольшее расстояние от оси шпинделя станка до оси шпинделя стола, | 150 | |
мм | ||
| ||
Наибольший отвод стола от долбяка, мм | 0,5 | |
Диаметр фланца шпинделя стола, мм | 140 | |
Число двойных ходов в минуту долбяка | 200; 315; 425; 600 | |
Пределы круговых подач на один двойной ход долбяка, мм | 0,1–0,46 | |
Мощность электродвигателя главного движения, кВт | 1,7 | |
Частота вращения вала электродвигателя, об/мин | 950 | |
Мощность электродвигателя гидросистемы, кВт | 0,6 | |
Частота вращения вала электродвигателя, об/мин | 1410 | |
Мощность электродвигателя насоса охлаждения, кВт | 0,125 | |
Частота вращения вала электродвигателя, об/мин | 2800 | |
Габариты станка (длина, ширина и высота), мм | 1320 x 940 x 1820 | |
Масса станка, кг | 1850 |
Зубодолбежный станок 5В12 выполняет следующие основные движения: главное возвратно-поступательное движение шпинделя с долбяком для резания; вращательные движения шпинделя с долбяком и стола с заготовкой для взаимного перекатывания зуборезного инструмента и нарезаемого зубчатого колеса; движение радиальной подачи долбяка и качательное движение стола для отвода заготовки от инструмента при обратном ходе долбяка.
Основное электрооборудование станка размещено в нижней станине и хорошо защищено от попадания пыли, масла и охлаждающей жидкости. В нижней станине находится электронасос охлаждающей жидкости производительностью 22 л/мин. Стол станка с направляющими скалками, механизмы реверсирования вращения и отвода стола вмонтированы в среднюю станину. Привод возвратно-поступательного движения шпинделя с долбяком, делительный механизм, механизмы радиальных и круговых подач, реверсирования движения суппорта,
6
ручного поворота кулачков и отвода суппорта вмонтированы в верхнюю станину.
Большим преимуществом конструкции зубодолбежного станка 5В12 является отсутствие конических передач. Если необходимо нарезать удлиненные валы-шестерни, станок можно переналадить, установив прокладку между верхней и нижней станинами. На базе этого станка могут быть созданы специальные зубодолбежные станки для нарезания колес с винтовыми зубьями и зубчатых реек.
3.2. Органы управления станка
Общий вид станка 5В12 изображен на рис. 4. Органы управления указаны в табл. 2.
Таблица 2
Органы управления полуавтомата 5В12
№ | Орган управления | № | Орган управления | |
1 | нижняя станина | 15 | кнопки для пуска и выключения главного | |
привода станка | ||||
|
|
| ||
2 | электрооборудование | 16 | кнопка толчкового типа для наладки станка | |
3 | линейный выключатель подвода тока к | 17 | выключатель для включения и выключения | |
| станку |
| местного освещения | |
4 | средняя станина | 18 | квадрат для установки суппорта на глубину | |
|
|
| врезания долбяка | |
| квадрат для перестановки пальца кри- |
|
| |
5 | вошипа для изменения длины хода | 19 | суппорт | |
| шпинделя с долбяком |
|
| |
6 | квадрат для проворачивания криво- | 20 | кран подачи СОЖ | |
шипно-шатунного механизма | ||||
|
|
| ||
7 | гайка для закрепления пальца криво- | 21 | квадрат для вращательного поворота шпин- | |
| шипа |
| деля с долбяком | |
8 | квадрат для изменения длины шатуна | 22 | квадрат фиксации суппорта | |
9 | гайка для закрепления установочной | 23 | гайка для фиксации суппорта | |
длины шатуна | ||||
|
|
| ||
№ | Орган управления | № | Орган управления | |
| винт для изменения зазора в зацепле- |
|
| |
10 | нии сектора с круговой рейкой шпин- | 24 | шпиндель с долбяком | |
| деля |
|
| |
11 | квадрат для установочного перемеще- | 25 | квадрат для вращения стола вручную | |
| ния суппорта |
|
| |
12 | квадрат для вращения при наладке ку- | 26 | рукоятка гидрозажима заготовки | |
| лачков радиальной подачи |
|
| |
13 | рукоятка реверсирования хода суппор- | 27 | стол | |
| та |
|
| |
14 | кнопки для пуска и выключения гид- |
|
| |
| ронасоса |
|
|
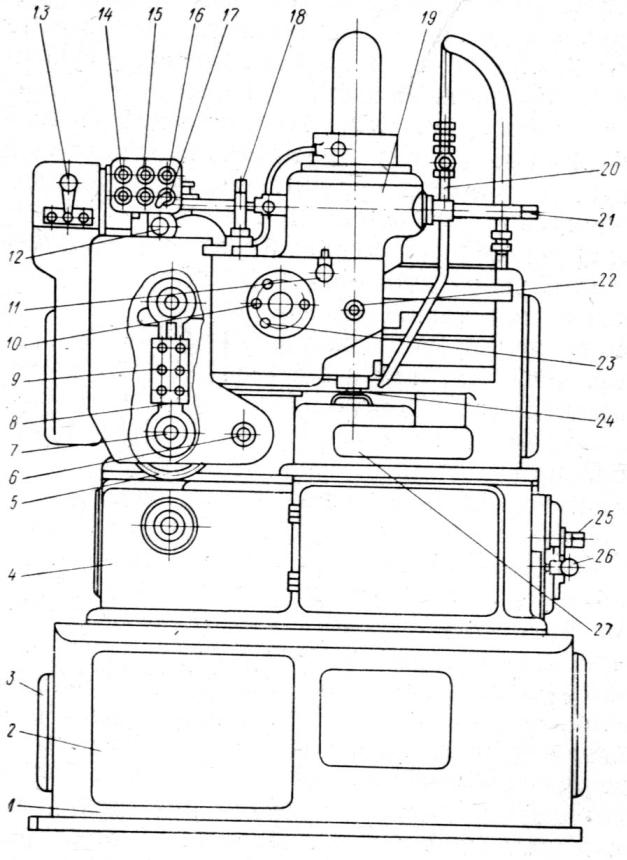
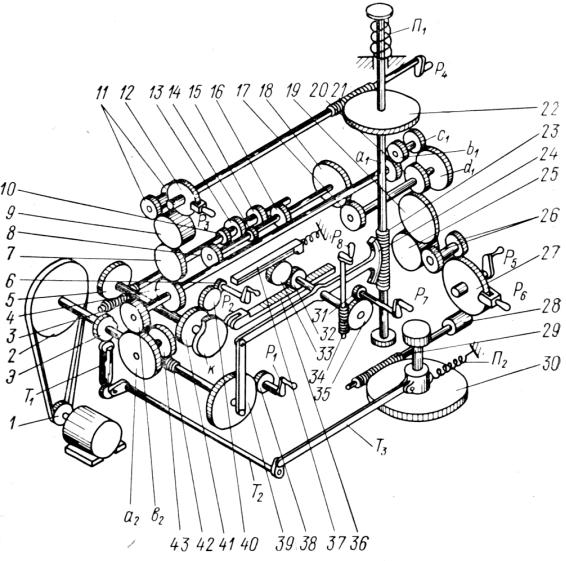
Рис. 4. Общий вид зубодолбежного полуавтомата 5В12
8
3.3. Кинематическая схема станка
Кинематическая схема зубодолбежного полуавтомата, 5В12 изображена на рис. 5. Станок получает движение от главного электродвигателя мощностью N = 1,7 кВ и частотой вращения n = 950 об/мин через четырехступенчатую клиноременную передачу.
Рис. 5. Кинематическая схема зубодолбежного полуавтомата 5В12 (данные о числах зубьев колес помещены в табл. 3)
Шпинделю с долбяком сообщается возвратно-поступательное движение от главного электродвигателя по цепи: шкивы 1-2, кривошипный диск 39, шатун-коромысло с зубчатым сектором 24 и круговая рейка 23. Главный привод шпинделя рассчитан на получение четырех
9
ступеней чисел двойных ходов шпинделя с долбяком в минуту: 200, 315, 425, 600. Рукоятка Р1 позволяет проворачивать вручную кривошипный диск 39 для проверки хода шпинделя с долбяком. Рукоятка Р3 служит для реверсирования вращения шпинделя.
Таблица 3
Числа зубьев зубодолбежного полуавтомата 5В12
Номер зубчатого | Число зубьев, захо- |
| Число зубьев, захо- |
дов, ступеней шкива, | Номер зубчатого ко- | дов, ступеней шки- | |
колеса, червяка, | шаг, модуль, вид зуб- | леса, червяка, шкива | ва, шаг, модуль, вид |
шкива | чатого элемента |
| зубчатого элемента |
|
| ||
1 | Шкив, 4 ступени | 23 | Круглая рейка |
2 | Шкив, 4 ступени | 24 | Сектор зубчатый |
3 | 1 заход | 25 | 44 |
4 | 64 | 26 | 35 |
5 | 100 | 27 | 80 |
6 | 20 | 28 | 39 |
7 | 72 | 29 | 1 заход |
8 | 48 | 30 | 120 |
9 | 64 | 31 | 15 |
10 | 28 | 32 | 12 |
11 | 35 | 33 | 15 |
12 | 64 | 34 | 1 заход |
13 | 48 | 35 | 113 |
14 | 28 | 36 | Рейка, m = 3 |
15 | 41 | 37 | Рейка, m = 3 |
16 | 35 | 38 | 58 |
17 | 40 | 39 | 110 |
18 | 80 | 40 | 60 |
19 | 74 | 41 | 116 |
20 | 52 | 42 | 4 захода |
21 | 1 заход | 43 | 50 |
22 | 90 |
|
|
Колебательные движения отвода стола с заготовкой от долбяка во время его холостых ходов осуществляются от помещенного на главном приводном валу эксцентрика Э через промежуточные толкатели Т1–Т2– Т3. Установка эксцентрика на одном валу с кривошипным диском 39 обеспечивает необходимую синхронизацию отвода стола с возвратными ходами долбяка.
Вращательное движение шпинделя с долбяком осуществляется по цепи: главный приводной вал – червячная передача 42 – 43 – сменные колеса а2–b2 гитары круговых подач – цилиндрические колеса 4 – 7 – 9
Назначение и техническая характеристика зубодолбежного станка модели 5В12
Универсальный зубодолбежный станок полуавтомат 5В12 предназначен для высокопроизводительного нарезания прямых и косых зубьев цилиндрических зубчатых колес с наружным и внутренним зацеплением. Ввиду малого перебега долбяка станок приспособлен для нарезания блоков зубчатых колес. Нарезание зубьев осуществляется круговыми модульными долбяками методом обкатки инструмента и изделия.
При установке в суппорте специальных винтовых направляющих, изготовляемых по техническому заданию заказчика, на полуавтомате можно обрабатывать зубчатые колеса со спиральным зубом. Жесткая кинематическая цепь, отсутствие вертикальных валов позволяют выпускать на его базе специальные станки: для обработки деталей в центах, деталей с коническим (поднутренным) зубом, повышенным рабочим пространством, гидравлическим перемещением суппорта. Полуавтомат может комплектоваться гидравлическим зажимным патроном и приспособлением для нарезания зубьев реек. При наличии специального инструмента возможна обработка фасонных профилей.
Станок работает по методу обкатки, где в процессе нарезания зубьев воспроизводятся движения пары цилиндрических зубчатых колес. Работу одного колеса выполняет зуборезный долбяк, а второго — заготовка.
Таблица 1.1 – Технические характеристики станка 5В12
| Наименование параметра | 5В12 |
| 1 | 2 |
| Основные параметры станка | |
| Наибольший модуль нарезаемого колеса, мм | 4 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес | 12..200 |
| Наибольшая ширина нарезаемого венца (длина нарезки), мм | 50 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес внутреннего зацепления, мм | 220 |
| Наибольшая ширина нарезаемого венца (длина нарезки) внутреннего зацепления, мм | 30 |
| Наибольшее расстояние от оси долбяка (шпинделя, штосселя) до оси стола (планшайбы), мм | 150 |
| Расстояние от зеркала стола (планшайбы) до торца шпинделя, мм | 70..140 |
| Расстояние от пола до планшайбы, мм | 900 |
| Суппорт. Шпиндель (штоссель) долбяка | |
| Наибольший ход долбяка (шпинделя), мм | 55 |
| Наибольший продольный ход суппорта, мм | 250 |
| Цена деления шкалы установки глубины долбления зуба, мм | 0,01 |
| Наибольший диаметр устанавливаемого долбяка, мм | 75 |
| Пределы чисел двойных ходов долбяка в минуту | 200, 315, 425, 600 |
| Круговая подача инструмента, мм/дв.ход | 0,10; 0,12; 0,15; 0,20; 0,24; 0,30; 0,37; 0,46; |
| Радиальная подача инструмента, от Sкр | 0,1..0,3 |
| Диаметр оправки под долбяк, мм | 31,743 |
| Конец шпинделя для крепления инструмента | Морзе 3 |
| Диаметр фланца рабочего стола (планшайбы), мм | 160 |
Продолжение таблицы 1.1
| 1 | 2 |
| Радиальная подача инструмента, от Sкр | 0,1..0,3 |
| Рабочий стол (планшайба) | |
| Диаметр оправки под долбяк, мм | 31,743 |
| Конец шпинделя для крепления инструмента | Морзе 3 |
| Рабочий стол (планшайба) | |
| Диаметр фланца рабочего стола (планшайбы), мм | 160 |
| Диаметр отверстия в шпинделе рабочего стола, мм | 65А |
| Наибольший отход стола от режущей кромки инструмента во время холостого хода, мм | 0,5 |
| Привод и электрооборудование станка | |
| Количество электродвигателей на станке | 3 |
| Электродвигатель главного привода — поступательное движение долбяка, кВт | 1,7 |
| Электродвигатель насоса гидропривода, кВт | 0,8 |
| Электродвигатель насоса охлаждения, кВт | 0,125 |
| Суммарная мощность электродвигателей, кВт | |
| Габаритные размеры и масса станка | |
| Габаритные размеры станка (длина х ширина х высота), мм | 1320 х 940 х 1820 |
| Масса станка с электрооборудованием и охлаждением, кг | 1950 |
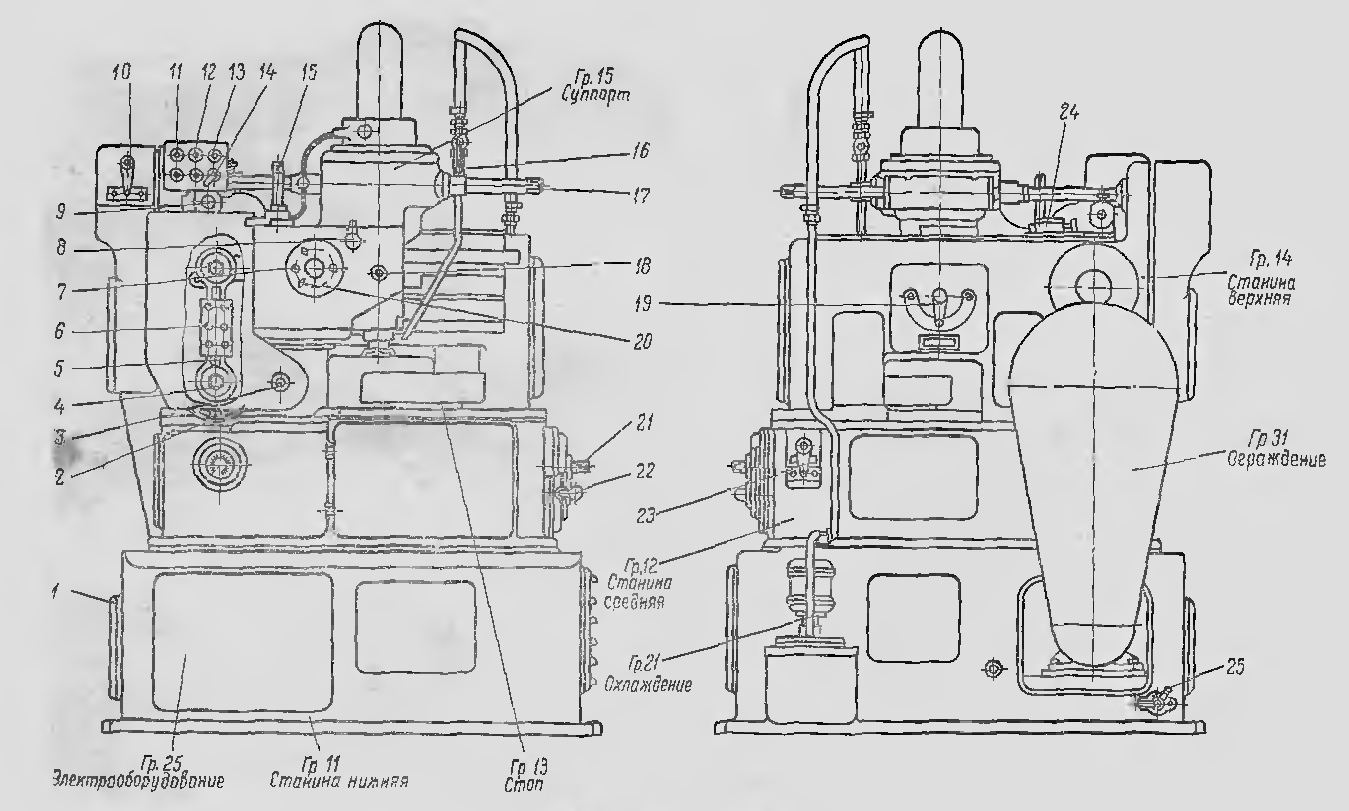
Рисунок 1.7 – Схема управления станка.
Перечень органов управления:
1. линейный выключатель
2. квадрат регулирования длины хода штосселя
3. квадрат поворота кривошипно-шатунного механизма
4. гайка
5. квадрат изменения длины шатуна
6. гайка крепления шатуна
7. стопорный винт
8. квадрат перемещения суппорта
9. квадрат вращения кулаков врезания
10. рукоятка реверса суппорта
11. кнопки «пуск» и «стоп»
12. кнопки «пуск» и «стоп»
13. кнопка «толчок»
14. выключатель
15. кнопка установки глубины врезания
16. ручка подачи СОЖ на инструмент
17. квадрат вращения делительной пары суппорта
18. квадрат фиксации суппорта
19. рукоятка переключения кулачков врезания
20. гайка фикации суппорта
21. квадрат ручного вращения стола
22. ручка управления гидрозажимом
23. рукоятка реверса стола
24. конечный выключатель ВК-411
25. ручка перекидки ремней
Рекомендуемые страницы:
Настройка и наладка зубодолбёжного станка модели 5В12
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение
Высшего профессионального образования
«Новосибирский Государственный Технический Университет»
Кафедра ПТМ
Расчетно-графическая работа
по дисциплине
«Металлорежущие станки»
на тему:
«Настройка и наладка зубодолбёжного станка модели 5В12»
Факультет: МТ Преподаватель: Иванцивский В.В.
Группа: КМ-32
Студент: Черцов А.Ю.
г. Новосибирск
2006 г.
Содержание.
стр
1.Задание и исходные данные…………………………………………….3
2. Подбор режущего инструмента и расчет режимов резания…………4
2.1Подбор режущего инструмента. ……………………………….4
2.2. Расчет режимов резания………………………………………5
3. Общая характеристика станка 5В12……………………………………5
3.1 Техническая характеристика станка ………………………….5
3.2 Основные механизмы станка…………………………………..5
3.3 Установка и закрепление долбяка на шпинделе………………7
4.Структурно-кинематический анализ станка 5В12…………………….8
4.1 Выявление элементарных движений…………………………..8
4.2 Выявляем производящие линии и движения формообразования…..9
4.3 Выявляем остальные исполнительные движения…………….10
4.4.Настройка параметров движений………………………………11
4.4.1
Движение резания  ………………………………11
………………………………11
4.4.2.
Движение круговой подачи  …………………12
…………………12
4.4.3.
Движение радиального врезания  ……………..13
……………..13
5. Список литературы ………………………………………………………14
1.Задание и исходные данные.
Провести структурный и кинематический анализ зубодолбёжного станка 5В12 при нарезании прямозубого зубчатого колеса
Этапы достижения поставленной задачи:
1. Выполнить подбор режущего инструмента;
2. Провести анализ процесса формообразования;
3. Дать общую характеристику станка;
4. Провести структурно-кинематический анализ станка.
На данном станке обрабатывается зубчатое колесо (рисунок 1),основные данные которого приведены в таблице 1.
Таблица 1.Основные данные обрабатываемого колеса.
Модуль колеса,m | 1,5мм |
Число нарезаемых зубьев,z | 84 |
Длина зуба | 18мм |
Диаметр отверстия | 20мм |
Рисунок 1.Зубчатое колесо.
Основные данные выбранного материала заготовки представлены в таблице 2.
Таблица 2. Материал заготовки.
Сталь | 40Х |
Предел прочности на растяжение, Мпа | 588-735(650) |
Твёрдость ,НВ | 155-210(200) |
2. Подбор режущего инструмента и расчет режимов резания.
2.1Подбор режущего инструмента.
На данном станке режущим инструментом является долбяк, основные характеристики которого представлены в таблице 3 (рисунок 2):
Таблица 3.Режущий инструмент.
Наименование долбяка | Дисковый прямозубый |
Номинальный делительный диаметр,dд | 100мм |
Модуль, m | 1,5мм |
Число зубьев z | 80 |
Высота долбяка,В | 20мм |
Материал инструмента | Р18 |
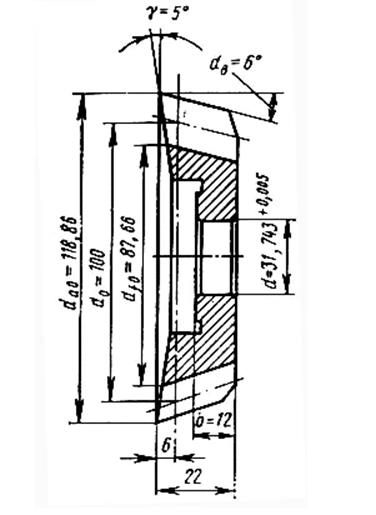
Рисунок 2.Режущий инструмент
2.2. Расчет режимов резания.
Глубина резания:

Подача:

Скорость резания:

Силы резания:




Мощность резания:

3. Общая характеристика станка 5В12.
Зубодолбежный
полуавтомат 5В12 предназначен для обработки цилиндрических колес с наружным и
внутренним зубом, а также косозубых колес с углом наклона зуба до  .Черновая, получистовая и чистовая
обработка на станке производятся в автоматическом цикле (со сменой режимов
обработки в цикле) за один, два и три рабочих хода.
.Черновая, получистовая и чистовая
обработка на станке производятся в автоматическом цикле (со сменой режимов
обработки в цикле) за один, два и три рабочих хода.
3.1 Техническая характеристика станка:
Наибольший диаметр нарезаемых зубчатых колес, мм:
Внешнего зацепления 200
Внутреннего зацепления 220
Наибольшая ширина венца нарезаемых зубчатых колес, мм:
Внешнего зацепления 50
Внутреннего зацепления 30
Модуль нарезаемых зубчатых колес, мм 1……4;
Частота движения долбяка, дв. ход/мин 200,315, 425, 600
Пределы круговых подач на один двойной ход долбяка,
мм/дв. ход 0,1………..0,46
3.2 Основные механизмы станка (общий вид станка рисунок 3):
Станок состоит из трех, жестко соединенных между собой станин 1, 4, и 6. В нижней станине 1 размещен главный электродвигатель 24, ременная передача от которого закрыта кожухом 22. Электрооборудование помещено в нише под крышкой 2, на которой расположен вводный выключатель 3. Насос 23 для подачи охлаждающей жидкости прикреплён на отдельной плите нижней станины. Под крышкой 19 расположена гидравлическая аппаратура. В нижней станине расположены резервуары для для масла гидравлики и охлаждающей жидкости.
В средней станине 4 расположены механизмы, связанные со столом 15, а именно механизм реверсирования стола, управляемый рукояткой 21; механизм ручного вращения стола, валик которого выведен наружу и имеет квадрат 17; механизм управления гидрозажимом с рукояткой 18. Внутри стола под крышкой 16 находится механизмы регулирования величины отвода стола с заготовкой 25 при холостом ходе долбяка 26. В верхней станине 6 находится главный вал кривошипно-шатунным механизмом 5, механизм реверсирования суппорта, управляемый рукояткой 7, механизм врезания и механизм переключения кулачков врезания с рукояткой 20. Сменные зубчатые колеса гитары деления размещены под крышкой 14. В верхней части станины находится панель управления 8. По направляющим верхней станины перемещается суппорт 10 при вращении за квадратный конец валика 11. Фиксирование суппорта осуществляют, вращая квадрат валика11. В корпусе суппорта находится штоссель 13 и коромысло с сектором, которые сообщают штосселю возвратно-поступательное движение. Под колпаком 9 расположена пружина, с помощью которой устанавливается люфты в механизме привода штосселя, а также поглощаются толчки при прохождении штосселем крайних точек при своем возвратно-поступательном движении.
Бетон В12,5 (М150): класс, как приготовить
Строители называют низкопрочные бетоны «младшими». Самой высокой маркой из этой категории обладает бетон В12,5. Он наделен прочностью на сжатие до 165 кг/см2 и вполне пригоден для сооружения ленточных и плитных фундаментов под легкие сооружения: гаражи, торговые и другие павильоны, ангары. Использование материала данного класса позволяет значительно экономить средства при производстве подготовительных работ, а также для изготовления неответственных бетонных и железобетонных конструкций.
Технические характеристики
Тяжелый бетон В12,5 изготавливается из цемента, песка, щебня или гравия, воды. Требования к исходным материалам:
- Цемент лучше всего брать М400 для получения наиболее оптимального состава по количественным показателям. Желательно использовать свежий продукт, который хранился на складах в сухих условиях не более двух лет.
- Песок должен быть чистым, не иметь глинистых, илистых примесей и минимальное количество пылевидных частиц.
- Щебень можно использовать из недорогих пород, в том числе гравийный, средней фракции.
- Вода не должна содержать агрессивные примеси, минеральные вещества. В холодное время года ее следует подогревать примерно до 35-40°С.
Согласно ГОСТ 26633-2012 «Бетоны тяжелые и мелкозернистые. Технические условия» свойства бетона В12,5 определяют следующие показатели:
| Наименование | Един. изм. | Количество |
|---|---|---|
| Марка | М150 | |
| Прочность при сжатии | кг/см2 | 160-165 |
| То же | МПа | 12,5 |
| Прочность при растяжении | МПа | 1 |
| Морозостойкость | цикл | 50 (F50) |
| Влагонепроницаемость | W2 | |
| Удобоукладываемость | П1 – П4 | |
| Плотность | кг/м3 | 2100-2300 |
Как видно из таблицы технические характеристики бетона В12,5 невысоки, поэтому материал применяется для производства ограниченного перечня работ и объектов, не испытывающих в процессе эксплуатации серьезных нагрузок.
Области использования
Если необходимо создать фундамент небольшого объема под низкие нагрузки, то употребление бетона М150 для этой цели – самый оптимальный вариант. При правильном армировании и соблюдении заданных пропорций составляющих бетонной смеси получится вполне достойное сооружение. Для дома такое основание вряд ли подойдет, а вот под гараж или хозяйственную постройку вполне сгодится.
Помимо этого, бетон класса В12,5 используется:
- при укладке дорожных покрытий;
- в производстве работ по благоустройству приусадебных территорий и дачных участков;
- в качестве подстилающего слоя под мощные фундаменты;
- для изготовления бетонных блоков, бордюрных камней, поребриков, маломощных перемычек и других изделий, не предназначенных под большие нагрузки.
Но при использовании данного материала при обустройстве нулевого цикла необходимо учитывать свойства грунта в конкретной местности, а также уровень поднятия грунтовых вод.
Как приготовить бетонную смесь
Расход основных материалов для получения бетона класса В12,5 определяется в зависимости от желаемого качества конечного продукта и его главных параметров. На величину отклонений от основных пропорций влияние оказывает использование специальных добавок и присадок. Но традиционная рецептура практически всегда остается постоянной. Так, чтобы приготовить 1 м3 бетонной смеси нужно взять:
- 230-260 кг портландцемента М400;
- 750-80 кг песка;
- 1100-1200 кг щебня или гравия;
- воды потребуется примерно 170 л, но точное ее количество зависит от требуемой жесткости или пластичности получаемой смеси.
При использовании пластификатора его расход составляет от 2,5 кг до 4,5 кг в виде водного раствора. Причем на это количество уменьшаются затраты чистой виды. Потребление цемента при этом корректируется соответствующими расчетами.
Готовить бетонную смесь удобнее всего в мобильной бетономешалке, но можно использовать и простые средства: корыто, строительный миксер или перфоратор с насадкой в виде мешалки, в крайнем случае – штыковую лопату.
Барабан смесителя необходимо слегка смочить водой и загрузить в него сухие компоненты. Включите бетономешалку и перемешайте все примерно в течение двух минут. Затем следует добавить раствор с добавками при постоянном перемешивании, и продолжать доливать воду небольшими порциями, добиваясь нужной консистенции смеси. Время перемешивания не должно быть длительным, достаточно 5-7 минут в общей сложности.
Соблюдение технологии приготовления бетона В12,5 и расчетных пропорций исходных материалов – гарантия получения качественного материала по оптимальной стоимости.
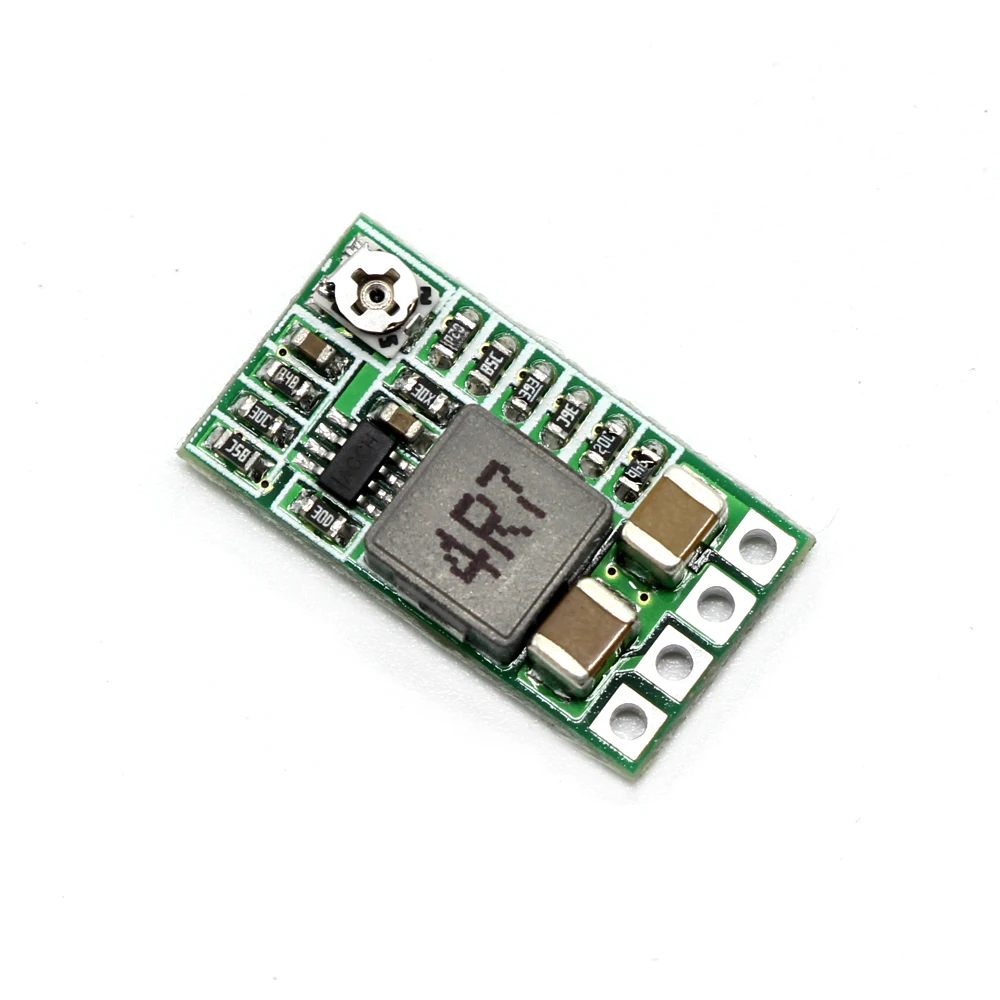
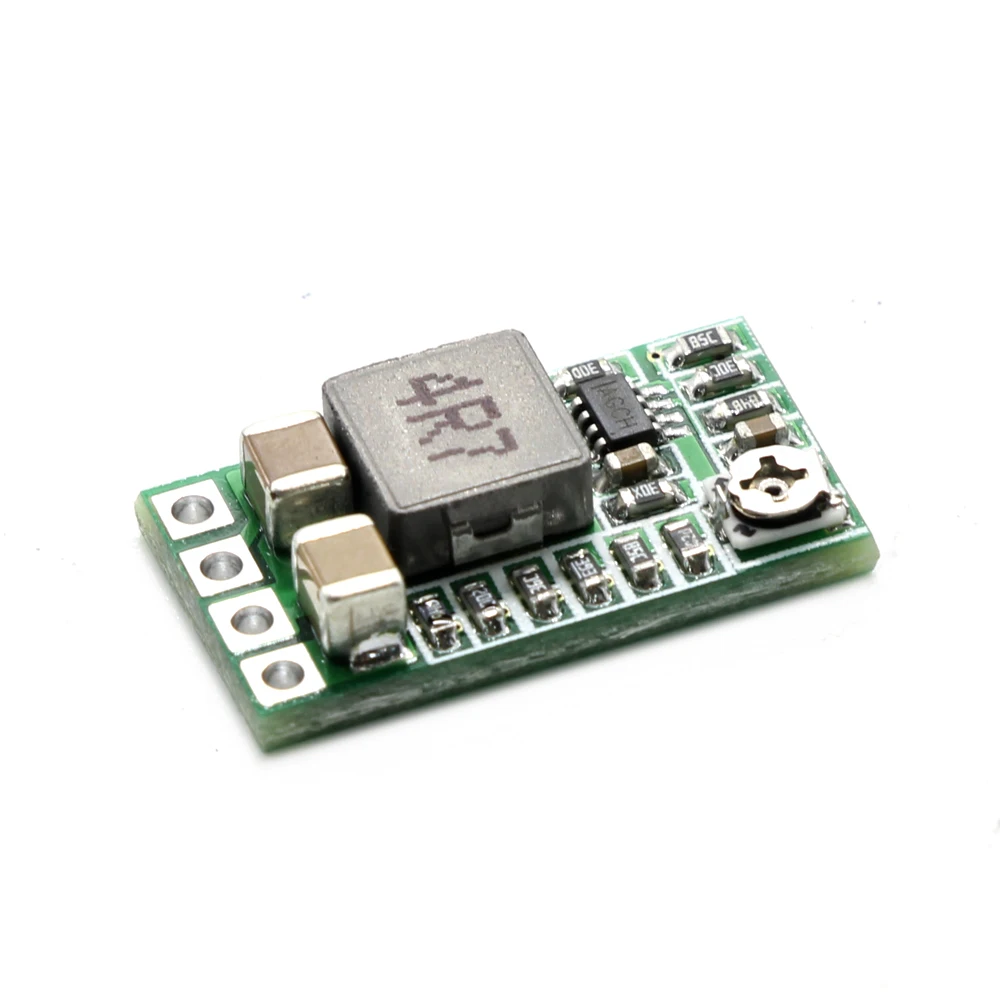
Мини DC DC 12 24 В до 5 В пост 3A Шаг вниз Питание модуль Напряжение понижающий преобразователь Регулируемый 97.5% 1,8 V 2,5 V 3,3 V 5V 9V 12V|понижающий преобразователь|преобразователь напряжения|преобразователь 5v до 12v

Покупка Примечания
1. Две логистики Yanwen экономичная авиапочта и Почта Китая обычный маленький пакет плюс не имеют информации отслеживания, поэтому нет ограничений по времени. Мы рекомендуем использовать Почта Китая зарегистрированной воздушной почтой или AliExpress стандартной доставкой.
2. Мы не принимаем возврат средств за незначительные повреждения (изгиб штифта, незначительное истирание экрана и т. д.) во время транспортировки материала, не влияя на нормальное использование. Если вы возражаете, пожалуйста, не покупайте.
3. Некоторые продукты обеспечивают техническую поддержку, если вам нужна помощь, пожалуйста, свяжитесь с нами, мы обработаем ваше сообщение в первый раз.
4. Если у вас есть какие-либо вопросы о продукте, пожалуйста, свяжитесь с нами, прежде чем открыть спор. Мы дадим вам наиболее удовлетворительный ответ.
5. Мы предоставляем каждому клиенту товары хорошего качества, очень выгодные цены и самое искреннее обслуживание. Мы надеемся получить ваши хорошие отзывы.
Приятных покупок!

- 1. Входное напряжение: постоянный ток 4,5-24 В
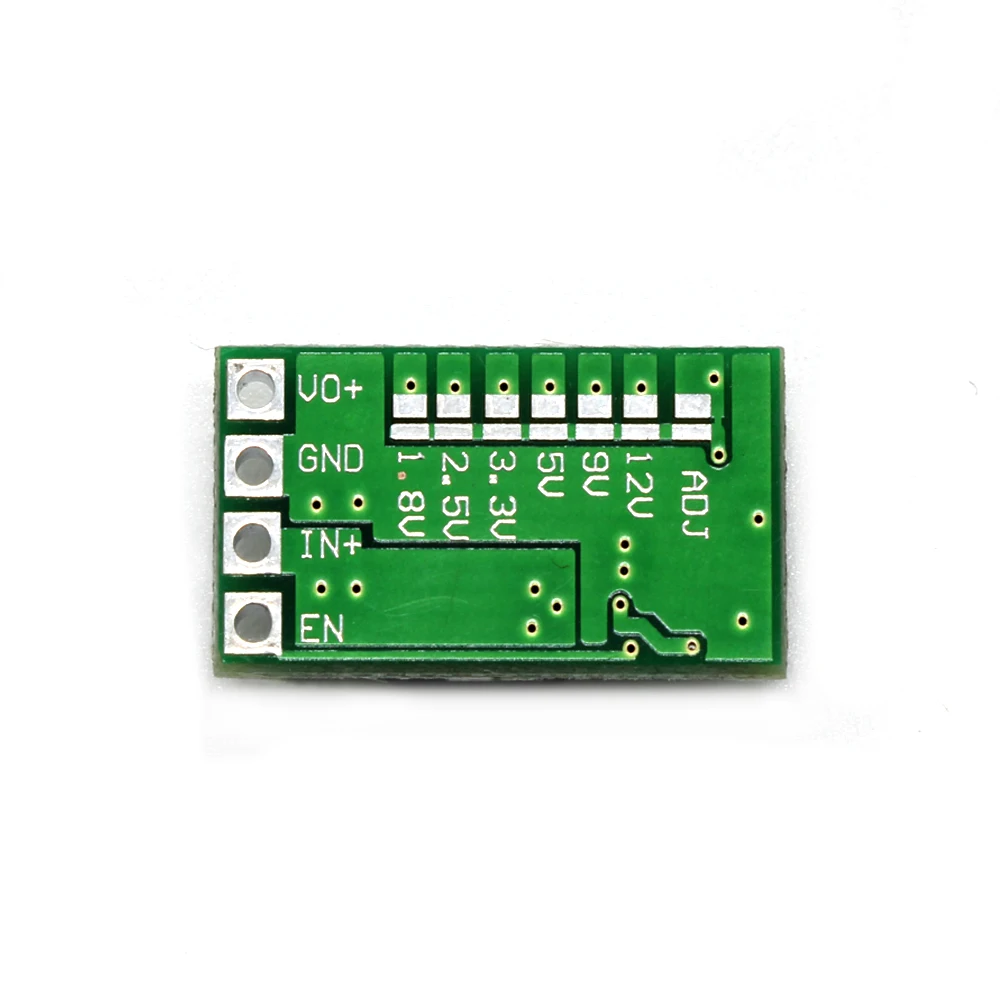
- 2. Выходное напряжение: интегрированный регулируемый и фиксированный выход, задняя сторона может выбрать выходное напряжение fiexd
- 3. Регулируемый диапазон: 0,8-17 в, фиксированное напряжение (1,8 в 2,5 в 3,3 В 5 в 9 в 12 В)
- 4. Выходной ток: 3A (макс.), фактическое тестирование на входе 12 В на выходе 1.5A
- 5. Эффективность преобразования: 97.5% (макс.) (от 6,5 до 5 В А)
- 6. Частота переключения: 500 кГц
- 7. Выход пульсации волны: 20mV (от 12 В до 5 В пост 3A), ширина полосы 20 м
- 8. Рабочее напряжение:-40 по Цельсию-85 по Цельсию
- 9. Защита от перенапряжения на выходе: нет
- 10. Статический ток: 0,85 мА
- 11. Скорость регулировки нагрузки: ± 1%
- 12. Регулировка напряжения: ± 5%
- 13. Скорость динамического отклика: 5% 200uS
- 14. Защита от короткого замыкания на выходе: Да
- 15. Защита входной транспониции: нет
- 16. Включить управление: Да
- 17. Тип подключения: пайка
- 18. Способ ввода: пайка
- 19. Выход: пайка/штифт
- 20. Отверстие для пайки: 2,54 мм

1 X DC-DC 12-24 в до 5 в пост 3A шаг вниз Питание модуль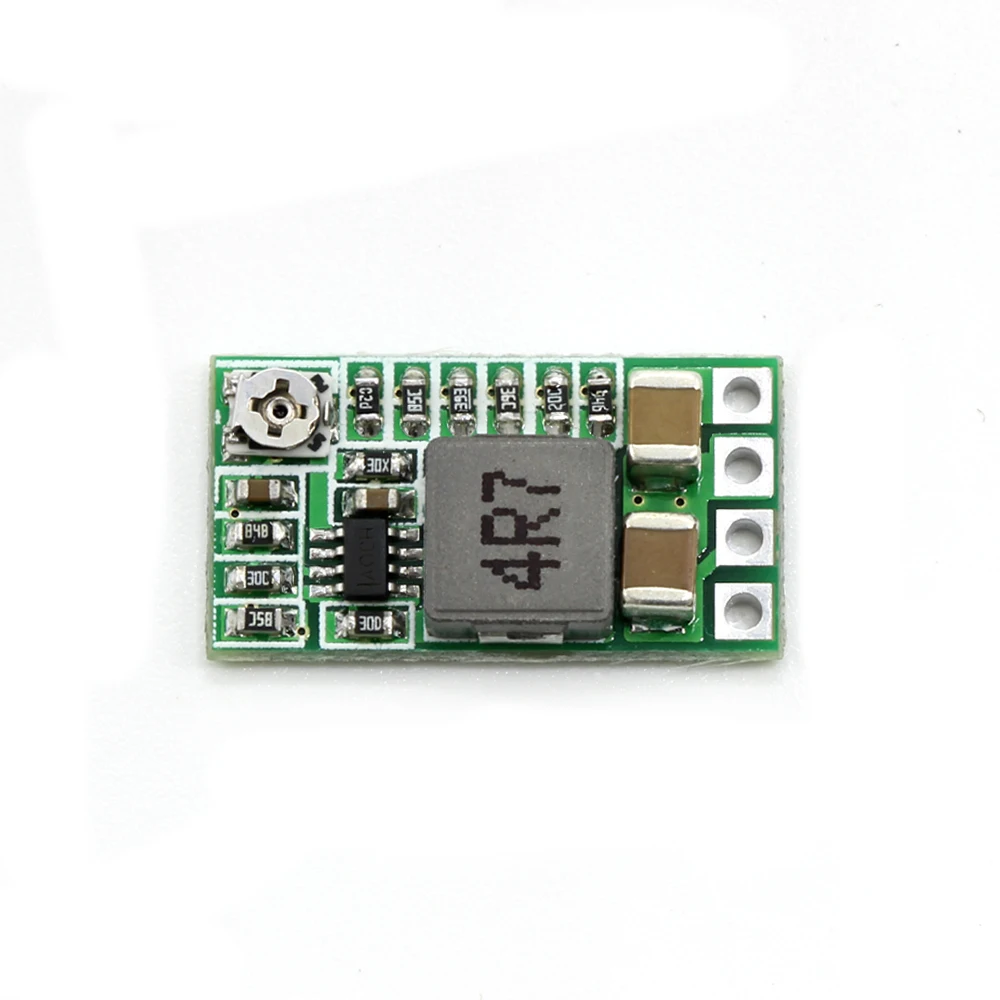


Если вам нужно больше деталей, пожалуйста, нажмите И отправить заказ. Если вам нужно больше количества, пожалуйста, свяжитесь с нами. Если вы не согласны с ценой, если некоторые детали не могут узнать в моем магазине, пожалуйста, свяжитесь с нами, у нас все еще есть много деталей, которые не печатаются.
И отправить заказ. Если вам нужно больше количества, пожалуйста, свяжитесь с нами. Если вы не согласны с ценой, если некоторые детали не могут узнать в моем магазине, пожалуйста, свяжитесь с нами, у нас все еще есть много деталей, которые не печатаются.
Мы отправимПоследняя версия продукта, uPgraded функции. Может иметь разную форму или цвет. Если вы не согласны, пожалуйста, не покупайте.
Пожалуйста, не открывайте спор и не оставляйте отрицательные отзывы. Если у вас есть какие-либо вопросы, не стесняйтесь обращаться к нам, мы дадим вам удовлетворительный ответ. Надеюсь, вы понимаете нас, заранее спасибо.

Удовлетворение ваших запросов и положительная обратная связь очень важны для нас. Пожалуйста, оставьте положительные отзывы и 5 звезд, если вы удовлетворены нашими товарами и услугами.
Если вы остались недовольны качеством товара и обслуживания, не торопитесь подтверждать получение товара и писать негативный отзыв. Сначала свяжитесь с нами. Мы сделаем все возможное, чтобы решить любые проблемы и предоставить Вам лучшее обслуживание клиентов.
DC-DC конвертер 12В — 5В 3А 15Вт
Всем привет! Это не обзор, а так сказать, мини-тест DC-DC конвертера 12В — 5В 3А. Подобный преобразователь напряжения уже рассматривался на Mysku (к сожалению, я его не смог найти, но надеюсь, что всё-таки найду), и тот обзор склонил меня к покупке аналогичного DC-DC конвертера, но у другого продавца, и немного другого исполнения, поэтому речь пойдёт об различиях этих моделей.С момента заказа прошло ровно три недели, и преобразователи приехали ко мне в мелком пакете. Трэк-номера мне не дали. Вот фото:

Надо сказать, что заказывая эти преобразователи, я планировал их немного переделать, а именно изменить цепь, задающую выходное напряжение, чтобы получить на выходе напряжение 3,3в, при нужном мне токе не более 1А. Что мне удастся это сделать, я был просто уверен.
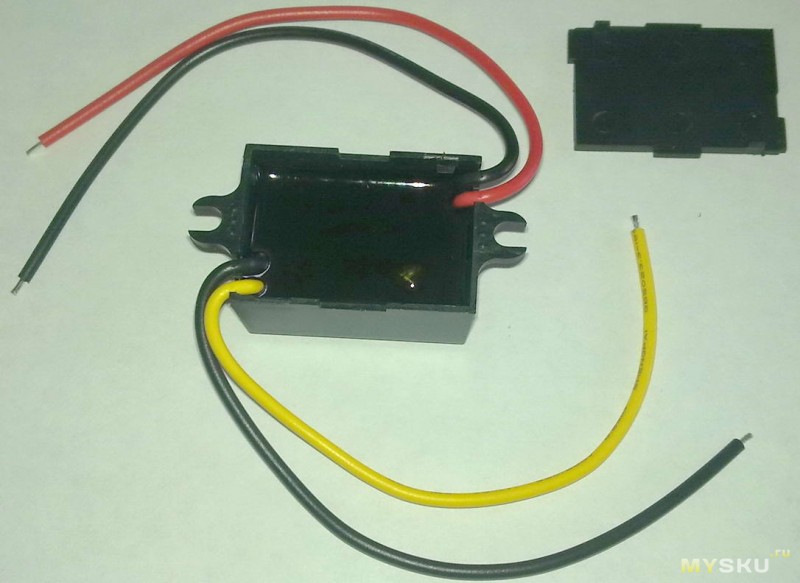
Первым делом я снял с одного преобразователя заднюю крышку, чтобы вынуть печатную плату и надругаться над ней. И тут меня ждало горькое разочарование! Печатная плата со всем содержимым была залита жёстким непрозрачным компаундом, из которого торчали только входные и выходные провода! Это было очень неожиданно и неприятно. По этой причине фотографий с расчленёнкой не будет, как не будет и переделки преобразователя на 3,3 вольта. Но главное, что когда я ещё раз внимательно прочитал описание конвертера на сайте, то понял, что он и должен быть залитым, это указано прямым текстом. В общем сам дрова.
Вот фотки со снятой нижней крышкой, правда фоткал на сей раз мобльником.

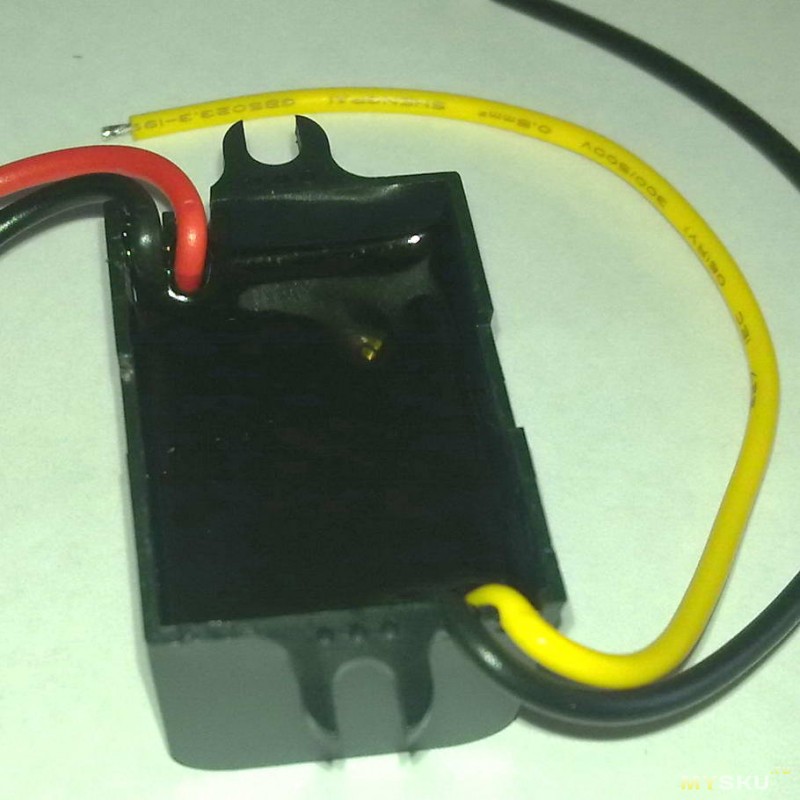
Что там у преобразователя внутри, совершенно непонятно, а очень хотелось бы знать. Единственное, что удалось разглядеть, так это слегка выступающий из компаунда уголок электролитического конденсатора, зелёного с золотым, то есть вроде не самого плохого, но то, что он стоит так криво, совсем не радует. Общая глубина заливки порядка 12мм, то есть плата с элементами имеет высоту не более 10мм. Компаунд жёсткий, эпоксидный, как и говорится на сайте, но если заливка выполнена без предварительного обволакивания, то есть вероятность растрескивания элементов конвертера. Как правило производители даже пассивных компонентов запрещают прямую заливку «жёсткими» компаундами.
Оставалось только испытать преобразователь как есть, так как применение для него, в принципе, уже найдено. Погонял я его в трёх режимах, на выходном токе в 1А, 2А и 3А, при входном напряжении от 12 до 17 вольт. При токе в 1А нагрев незначительный, при токе в 2А нагрев уже заметный, причём, видимо, теплопроводность компаунда выше, чем пластика, и снаружи преобразователь куда холоднее, чем если пощупать сам компаунд. Думаю, при токе в 2А преобразователь может работать неограниченно долго даже при повышенной до 40-50 градусов внешней температуре. При токе нагрузки в 3А преобразователь нагревался очень заметно снаружи, а прикосновение к компаунду уже обжигало, так что я бы не стал использовать его долгое время в таком режиме, да ещё при повышенной температуре. 2А для многих применений достаточно.
Напряжение на выходе было очень стабильным, без нагрузки составляло 5,12в, с нагрузкой 1А — 5,10В, с нагрузкой 2А — 5,08В, с нагрузкой 3А — 5,07В. Думаю, это больше влияло сопротивление проводов, а у самого преобразователя просадка вообще практически нулевая.
Испытал также, какое минимальное напряжение на входе преобразователя. Так, при токе нагрузки в 2А напряжение на выходе начинало снижаться при снижении входного напряжения ниже 7 вольт. По моему нормально.